 电话:15090532170
电话:15090532170 废橡胶轮胎热解过程的三个阶段
2023-04-27
1废轮胎资源化潜力巨大
轮胎的成分十分复杂,一般橡胶成分占60%左右,矿物油和有机添加剂约3.5%~5%,炭黑和无机添加剂约35%~38%左右,水分含量很低为0.59%,可忽略不计;挥发分含量较高为63.42%,其主要成分为橡胶和少许有机添加剂;灰分含量较低为7.37%,主要是轮胎生产过程中添加的无机添加剂;固定碳含量较高为29.20%,主要来源于其生产过程中添加的炭黑。
 废轮胎热解炼油产物
废轮胎热解炼油产物
废轮胎含有大量的C元素为78.43%,少量的H元素为7.88%,是因为废轮胎90%以上的成分为橡胶和炭黑,而橡胶又是由碳氢化合物组成,因此废轮胎含有大量的C元素及H元素;而N和S元素含量决定废轮胎及废轮胎热解产物作燃料燃烧时生成的大气污染物氮氧化物和硫氧化物的量,决定着废轮胎的直接热利用价值。
综上,可以看出废轮胎主要由炭黑和大量碳氢化合物组成,资源化潜力巨大,市场前景广阔。
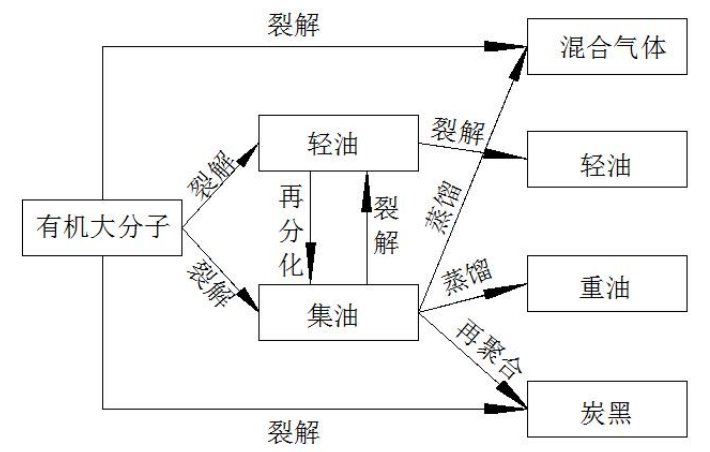
2废轮胎热解过程三个阶段
通常,天然橡胶在326°C开始裂解,375°C为其最大热裂解温度,455°C热分解过程基本完成;丁苯橡胶在286°C开始裂解,452°C为其最大热裂解温度,491°C热裂解过程基本完成;顺丁橡胶于374°C开始裂解,383°C为其最大热裂解温度,497°C热裂解过程基本完成。废轮胎的热解过程是由其主要组成成分天然橡胶、丁苯橡胶和顺丁橡胶三种组分单独热解组合而成,相互之间的影响甚小。
 废轮胎热解过程
废轮胎热解过程
脱水干燥阶段,温度区间为20~330°C,质量损失为7.76%,该阶段曲线的斜率缓慢增大,变化较为平缓,主要是传热过程,表现为废轮胎样品吸附的水分子的蒸发过程及其制备过程中加入的油类助剂的受热析出,另外天然橡胶和合成橡胶开始轻微裂解,有气体产生;
挥发分析出阶段,温度区间为330~500°C,质量损失为55.12%,在该阶段是废轮胎可降解组分的剧烈分解区,废轮胎中的有机组分大量发生降解,主要是天然橡胶、丁苯橡胶和顺丁橡胶等橡胶组分高温裂解析出挥发分;
一次热解残渣二次阶段,温度区间为500~900°C,质量损失为3.21%,该阶段热重曲线变化较小,说明废轮胎的主要有机组分天然橡胶、丁苯橡胶和顺丁橡胶已经降解完全,该阶段的反应主要是废轮胎一次热解残渣与其中残留的些许较难分解的有机物的裂解反应。在800°C以后,废轮胎制备过程中添加的无机组分开始降解。
- 2026-01-14 废轮胎热解项目环评办理流程简易指南
- 2026-01-12 三种废轮胎热解炼油设备核心差异
- 2025-01-09 废轮胎热解炭黑深加工后的应用价值
- 2024-08-06 废轮胎热解炼油产物介绍
- 2024-07-25 废轮胎热解制油是骗局吗?
- 2024-02-22 废轮胎热解得到的轮胎油属于成品油吗?